Keyseat cutters, også kaldet træskærere, nøgleskærere og T-slot cutters, er en type skæreværktøj, der ofte bruges af mange maskinister – nogle operationer er upraktiske eller endda umulige uden en. Hvis du har brug for et af disse værktøjer til dit job, betaler det sig at vide, hvornår og hvordan man vælger den rigtige, og hvordan man bruger den korrekt.
Keyseat Cutter Geometry
valg og brug af det rigtige værktøj er ofte mere kompliceret end at identificere den rigtige diameter og ringe i hastigheder og feeds. En keyseat cutter styrke bør overvejes nøje, især i vanskelige applikationer og vanskelige materialer.
som med ethvert værktøj vil en længere rækkevidde gøre en nøglesædskærer mere tilbøjelig til afbøjning og brud. Et værktøj med den kortest tilladte rækkevidde skal bruges til at sikre det stærkest mulige værktøj.
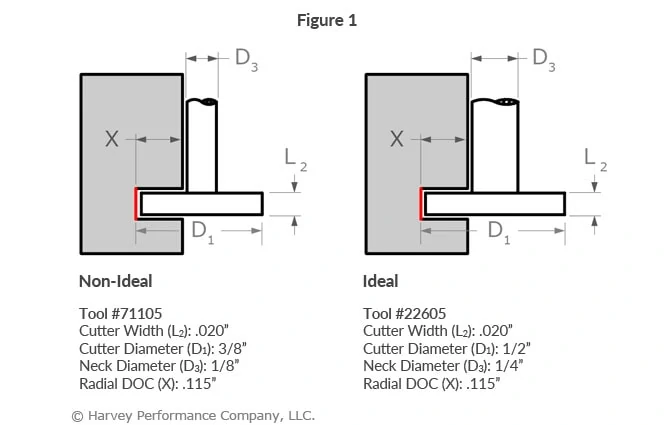
en nøglesædskærers halsdiameter påvirker i høj grad dens ydeevne. En tyndere hals giver mulighed for en forholdsvis større radial skæredybde (RDOC) og mere clearance, men giver et svagere værktøj. En tykkere hals reducerer keyseat cutter ‘ s RDOC, men styrker værktøjet generelt. Når frirum tillader det, skal en nøglesædskærer med en tykkere hals og større skærediameter vælges over en med en tyndere hals og mindre skærediameter (Figur 1).
Skærebredde har også en effekt på værktøjets styrke. Jo større en keyseat cutter ‘ s cutter bredde, jo mere tilbøjelige til afbøjning og brud er det. Dette skyldes de øgede kræfter på værktøjet-en større skærebredde svarer til en øget længde af indgreb. Du skal være særlig omhyggelig med at bruge det stærkeste værktøj og en let RDOC, når du bearbejder med en nøglesædskærer med en tyk skærebredde.
Radial skæredybde
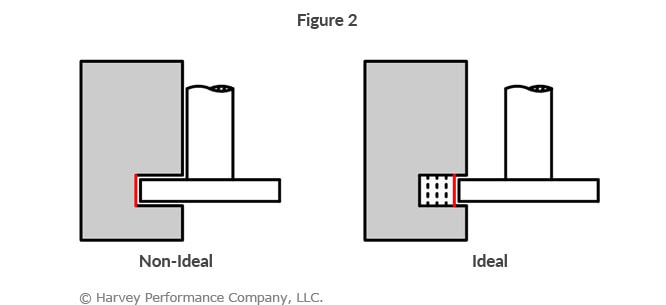
forståelse af en keyseat cutter ‘ s RDOC er afgørende for at vælge det rigtige værktøj, men det er nødvendigt at forstå, hvordan det påvirker din værktøjssti for at opnå optimale resultater. Selvom det kan være fristende at lave et snit ved hjælp af en keyseat-skærers maksimale RDOC, vil dette resultere i øget belastning på værktøjet, en dårligere finish og potentiel katastrofal værktøjsfejl. Det er næsten altid bedre at bruge en lettere skæredybde og lave flere passeringer (figur 2).
hvis du er i tvivl om, hvad RDOC er korrekt for dit værktøj og applikation, skal du overveje at konsultere værktøjsproducentens hastigheder og feeds. Harvey Tool ‘ s keyseat cutter hastigheder og feeds tager højde for dine værktøjsdimensioner, emnemateriale, drift og meget mere.
ønsket Slot størrelse
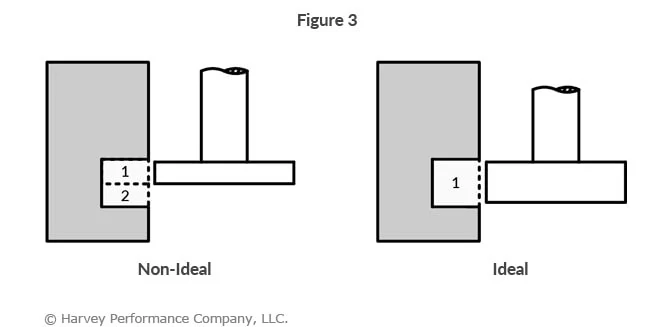
nogle maskinister bruger keyseat fræsere til maskine slots større end deres cutter bredde. Dette gøres med flere operationer, så for eksempel en keyseat cutter med en 1/4″ cutter bredde kan skabe en slot, der er 3/8″ bred. Selvom dette er muligt og kan spare på up-front værktøjsomkostninger, er resultaterne ikke optimale. Ideelt set bør en nøglesædskærer bruges til at bearbejde en spalte svarende til dens skærebredde, da det vil resultere i en hurtigere betjening, færre vidnemærker og en bedre finish (Figur 3).
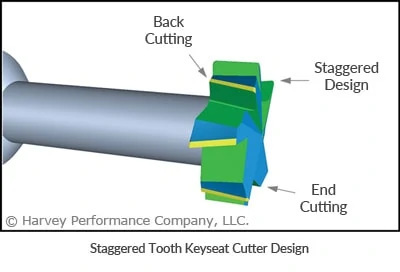
forskudt Tandgeometri
når der kræves mere alsidighed fra en nøglesædskærer, skal forskudte tandversioner overvejes. De forreste og bageste reliefs gør det muligt for værktøjerne at skære ikke kun på OD, men også på forsiden og bagsiden af hovedet. Når omstændighederne ikke tillader brug af en skærebredde svarende til de endelige slidsdimensioner som nævnt ovenfor, kan et forskudt tandværktøj bevæge sig aksialt i spalten for at udvide dens bredde.
bearbejdning af vanskelige eller gummy materialer kan være vanskelig, og ved hjælp af en forskudt tand keyseat cutter kan hjælpe meget med værktøjets ydeevne. Forskydningsfløjterne reducerer den nødvendige kraft til at skære, samt efterlader en overlegen overfladefinish ved at reducere harmoniske og chatter.
har du problemer med at finde den perfekte keyseat cutter til dit job? Harvey Tool tilbyder over 1.800 keyseat cutter muligheder, med cutter diametre fra 1/16″ til 1-1/2″ og cutter bredder fra .010 ” til kr.”.