Keyseat vágó, más néven woodruff vágó, keyway vágó, és a T-slot vágó, egy olyan típusú vágószerszám gyakran használják sok gépészek – egyes műveletek nem praktikus, vagy akár lehetetlen nélkül egy. Ha szüksége van egy ilyen eszközre a munkájához, érdemes tudni, hogy mikor és hogyan kell kiválasztani a megfelelőt, és hogyan kell helyesen használni.
Keyseat vágó geometria
a megfelelő szerszám kiválasztása és használata gyakran bonyolultabb, mint a megfelelő átmérő azonosítása és a sebességek és előtolások tárcsázása. A keyseat vágó szilárdságát gondosan mérlegelni kell, különösen trükkös alkalmazásokban és nehéz anyagokban.
mint minden szerszámnál, a hosszabb nyúlás miatt a keyseat vágó hajlamosabb az elhajlásra és a törésre. A lehető legrövidebb elérésű szerszámot kell használni a lehető legerősebb eszköz biztosítása érdekében.
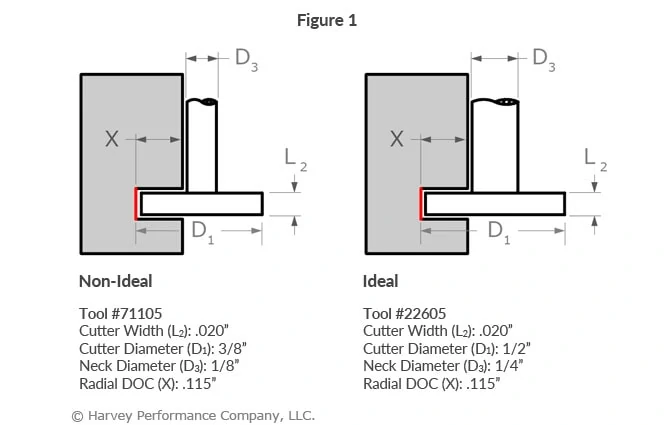
a keyseat vágó nyakátmérője nagyban befolyásolja a teljesítményét. A vékonyabb nyak viszonylag nagyobb radiális vágási mélységet (RDoC) és nagyobb hézagot tesz lehetővé, de gyengébb szerszámot eredményez. A vastagabb nyak csökkenti a keyseat cutter RDOC-ját, de összességében nagyban erősíti a szerszámot. Ha a hézagok megengedik, egy vastagabb nyakkal és nagyobb vágóátmérővel rendelkező keyseat vágót kell választani egy vékonyabb nyakkal és kisebb vágóátmérővel (1.ábra).
a Vágószélesség hatással van a szerszám szilárdságára is. Minél nagyobb a keyseat vágó marószélessége, annál hajlamosabb az elhajlásra és a törésre. Ez annak köszönhető, hogy a szerszámon megnövekedett erők vannak – a nagyobb vágószélesség megegyezik a megnövekedett kötéshosszal. Különösen ügyelnie kell arra, hogy a lehető legerősebb szerszámot és egy könnyű RDOC-ot használja, amikor vastag vágószélességű keyseat vágóval dolgozik.
radiális fogásmélység
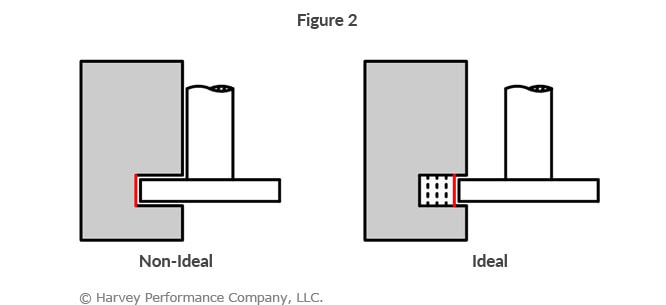
a keyseat vágó RDOC-jának megértése kritikus fontosságú a megfelelő szerszám kiválasztásához, de az optimális eredmény eléréséhez szükséges annak megértése, hogy ez hogyan befolyásolja a szerszám útvonalát. Bár csábító lehet a vágás a keyseat cutter maximális RDOC-jával, ez a szerszám fokozott terhelését, rosszabb befejezését és potenciális katasztrofális szerszámhibát eredményez. Ez szinte mindig jobb, hogy egy könnyebb vágási mélységet, és hogy több menetben (2.ábra).
ha kétségei vannak azzal kapcsolatban, hogy az RDOC megfelelő-e az Ön szerszámához és alkalmazásához, fontolja meg a szerszám gyártójának sebességét és adagolását. A Harvey Tool keyseat vágó sebessége és adagolása figyelembe veszi a szerszám méreteit, a munkadarab anyagát, működését és még sok mást.
a kívánt nyílás mérete
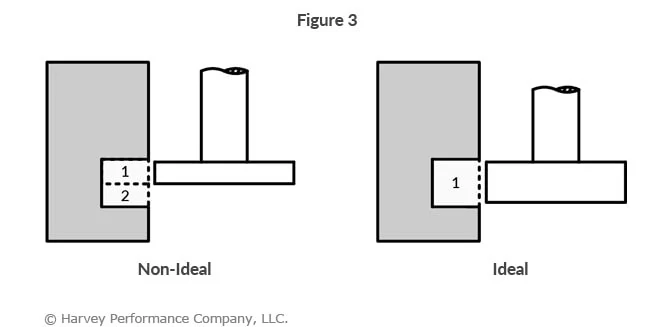
egyes gépészek keyseat vágókat használnak a vágószélességüknél nagyobb résidők megmunkálásához. Ez több művelettel történik, így például egy 1/4″ vágószélességű keyseat vágó 3/8″ széles nyílást hozhat létre. Bár ez lehetséges, és megtakaríthatja az előzetes szerszámozási költségeket, az eredmények nem optimálisak. Ideális esetben egy keyseat vágót kell használni a vágószélességgel megegyező rés megmunkálásához, mivel ez gyorsabb működést, kevesebb tanújelet és jobb befejezést eredményez (3.ábra).
lépcsőzetes Foggeometria
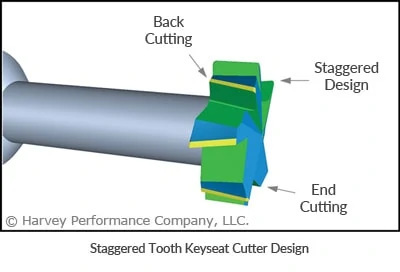
ha nagyobb sokoldalúságra van szükség a keyseat vágótól, mérlegelni kell a lépcsőzetes fogváltozatokat. Az elülső és hátsó domborművek lehetővé teszik a szerszámok vágását nemcsak az OD-n, hanem a fej elején és hátulján is. Ha a körülmények nem teszik lehetővé a fent említett végső résméretekkel megegyező vágószélesség használatát, akkor egy lépcsőzetes fogszerszám tengelyirányban mozoghat a résben, hogy szélességét kiterjessze.
a nehéz vagy nyúlós anyagok megmunkálása bonyolult lehet, és a lépcsőzetes fogkulcsvágó használata nagyban hozzájárulhat a szerszám teljesítményéhez. A nyíró furulyák csökkentik a vágáshoz szükséges erőt, valamint kiváló felületi felületet hagynak a harmonikusok és a fecsegés csökkentésével.
gondjai vannak a tökéletes kulcstartó vágó megtalálásával? A Harvey Tool több mint 1800 keyseat vágó opciót kínál, a vágóátmérők 1/16″ – tól 1-1/2″ – ig, a vágószélességek pedig .010 “- tól-ig”.