キーシートカッターは、ウッドラフカッター、キーウェイカッター、Tスロットカッターとも呼ばれ、多くの機械工が頻繁に使用する切削工具の一種であり、いくつかの操作は実用的ではなく、不可能でさえある。 あなたの仕事のためにこれらのツールのいずれかが必要な場合は、いつ、どのように右のものを選択し、どのようにそれを正しく使用するかを知ること
Keyseat Cutter Geometry
適切な工具を選択して利用することは、適切な直径を識別し、速度と送りをダイヤルするよりも複雑なことがよくあります。 Keyseatのカッターの強さはこうかつな適用および困難な材料で注意深く、特に考慮されるべきである。
他の工具と同様に、リーチが長いとキーシートカッターがたわみや破損しやすくなります。 最短の許容範囲を持つツールは、可能な限り最強のツールを確保するために使用する必要があります。
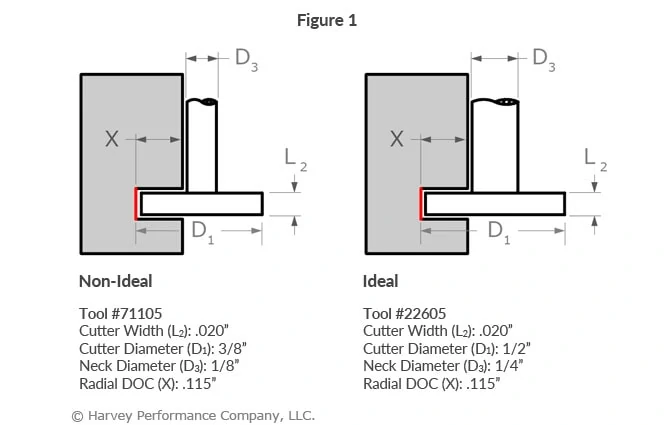
キーシートカッターのネック径は、その性能に大きく影響します。 より薄い首は切口(RDOC)およびより多くの整理の比較的より大きい放射状の深さを可能にするが、より弱い用具のために作る。 ネックを厚くすると、キーシートカッターのRDOCは減少しますが、ツール全体が大幅に強化されます。 クリアランスが許容される場合は、ネックが太く、カッター径が大きいキーシートカッターを、ネックが薄く、カッター径が小さいキーシートカッターよりも選択する必要があります(図1)。
カッターの幅は用具の強さに対する効果をまたもたらします。 キーシートカッターのカッター幅が大きいほど、たわみや破損が起こりやすくなります。 これは用具の高められた力が原因である–より大きいカッターの幅は約束の高められた長さに一致する。 厚いカッターの幅のkeyseatのカッターによって機械で造るとき可能な最も強い用具および軽いRDOCを使用するように特に注意するべきである。
ラジアルカット深さ
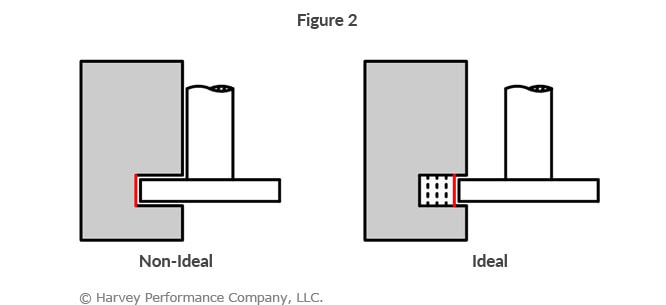
キーシートカッターのRDOCを理解することは、正しいツールを選択するために重要ですが、最適な結果を得るには、ツールパスにどのよう キーシートカッターの最大RDOCを使用してカットを行うことは魅力的かもしれませんが、これは工具へのストレスの増加、仕上げの悪化、および致命的な工具の故障の可能性があります。 ほとんどの場合、より軽い深さのカットを使用して複数のパスを作成する方が良いです(図2)。
RDOCが工具やアプリケーションに適しているかどうかについて疑問がある場合は、工具メーカーの速度とフィードに相談することを検討してくださ Harvey用具のkeyseatのカッターの速度および供給はあなたの用具次元、工作物材料、操作、および多くを考慮に入れる。
希望のスロットサイズ
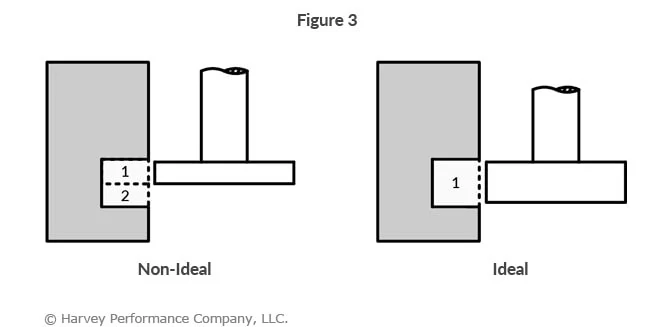
一部の機械工は、カッター幅よりも大きいスロットを機械加工するためにキーシートカッタを使用します。 これは複数の操作で行われるため、たとえば、カッター幅が1/4″のキーシートカッターでは、幅が3/8″のスロットを作成できます。 これは可能であり、事前のツーリングコストを節約することができますが、結果は最適ではありません。 理想的には、キーシートカッタを使用して、カッター幅に等しいスロットを加工すると、操作が高速になり、証人マークが少なくなり、仕上げが良好になるためです(図3)。
ぐらつかせた歯の幾何学
keyseatのカッターからより多くの多様性が要求されるとき、ぐらつかせた歯版は考慮されるべきです。 前部および背部救助は用具がODで、また頭部の前部そして背部でだけでなく、切れるようにする。 状況が上で述べられるように最終的なスロット次元と等しいカッターの幅の使用を可能にしないとき互い違いにされた歯用具は幅を拡大するた
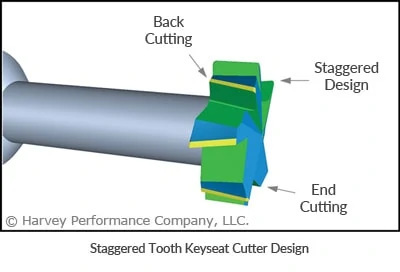
難しい材料やグミ材料の加工は難しい場合があり、千鳥歯キーシートカッターを使用すると、工具の性能が大幅に向上します。 せん断のフルートは倍音および雑談の減少によって優秀な表面の終わりを残すと同様、切れるのに必要とされる力を減らす。
あなたの仕事のための完全なkeyseatのカッターを見つけることの悩みを有するか。 Harvey用具は1-1/2″への1/16″からのカッターの直径およびカッターの幅との1,800のkeyseatのカッターの選択に、からの提供する。010″へ”