Noże Keyseat, zwane również frezami do drewna, frezami wpustowymi i frezami typu T, są rodzajem narzędzia tnącego używanego często przez wielu mechaników-niektóre operacje są niepraktyczne lub nawet niemożliwe bez jednego. Jeśli potrzebujesz jednego z tych narzędzi do swojej pracy, opłaca się wiedzieć, kiedy i jak wybrać właściwe i jak z niego korzystać poprawnie.
Geometria frezu Keyseat
wybór i wykorzystanie odpowiedniego narzędzia jest często bardziej skomplikowane niż identyfikacja odpowiedniej średnicy i wybieranie prędkości i posuwu. Wytrzymałość noża keyseat należy dokładnie rozważyć, szczególnie w trudnych zastosowaniach i trudnych materiałach.
jak w przypadku każdego narzędzia, dłuższy zasięg sprawi, że Frezarka keyseat będzie bardziej podatna na ugięcia i pęknięcia. Aby zapewnić możliwie najmocniejsze narzędzie, należy użyć narzędzia o najkrótszym dopuszczalnym zasięgu.
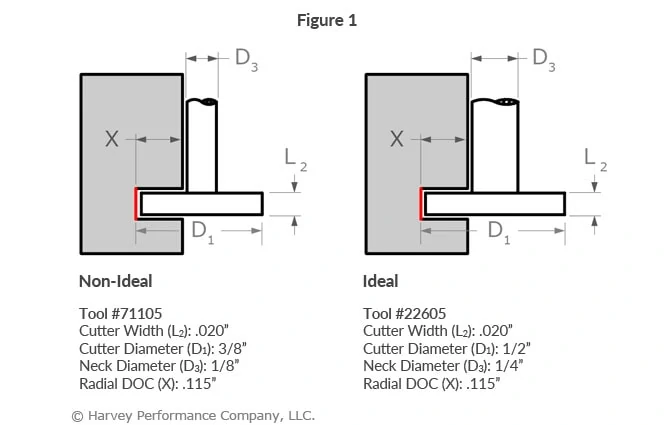
średnica szyjki frezu keyseat znacznie wpływa na jego wydajność. Cieńsza szyjka pozwala na stosunkowo większą promienistą głębokość cięcia (RDOC)i większy prześwit, ale sprawia, że narzędzie słabsze. Grubsza szyjka zmniejsza RDOC noża keyseat, ale znacznie wzmacnia ogólne narzędzie. Jeśli pozwalają na to luzy, należy wybrać Frezy typu keyseat z grubszą szyjką i większą średnicą frezu niż z cieńszą szyjką i mniejszą średnicą frezu(Rysunek 1).
szerokość frezu ma również wpływ na wytrzymałość narzędzia. Im większa szerokość frezu keyseat cutter, tym bardziej podatny na ugięcia i pęknięcia. Wynika to ze zwiększonych sił na narzędzie – większa szerokość frezu równa się zwiększonej długości zaangażowania. Należy zachować szczególną ostrożność, aby używać najsilniejszego możliwego narzędzia i lekkiego RDOC podczas obróbki za pomocą frezu keyseat o grubej szerokości frezu.
Głębokość cięcia promieniowego
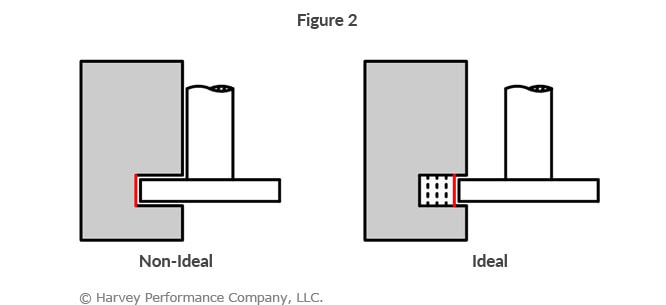
zrozumienie RDOC frezu keyseat ma kluczowe znaczenie dla wyboru właściwego narzędzia, ale zrozumienie jego wpływu na ścieżkę narzędzia jest konieczne, aby uzyskać optymalne wyniki. Chociaż kuszące może być wykonanie cięcia przy użyciu maksymalnego RDOC frezu keyseat, spowoduje to zwiększone obciążenie narzędzia, gorsze wykończenie i potencjalną katastrofalną awarię narzędzia. Prawie zawsze lepiej jest użyć lżejszej głębokości cięcia i wykonać wiele przejść (Rysunek 2).
jeśli masz wątpliwości co do tego, co RDOC jest właściwe dla Twojego narzędzia i aplikacji, rozważ konsultację z prędkościami i posuwami producenta narzędzia. Prędkości i posuwu frezów Keyseat firmy Harvey Tool uwzględniają wymiary narzędzia, materiał obrabianego przedmiotu, działanie i wiele innych.
żądany rozmiar szczeliny
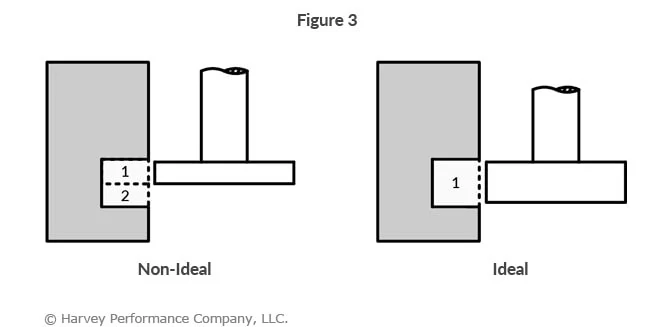
niektórzy mechanicy używają frezów keyseat do obróbki szczelin większych niż ich szerokość frezu. Odbywa się to za pomocą wielu operacji, dzięki czemu, na przykład, Frezarka keyseat o szerokości frezu 1/4″ może utworzyć szczelinę o szerokości 3/8″. Chociaż jest to możliwe i może zaoszczędzić na kosztach narzędzi z góry, wyniki nie są optymalne. Idealnie, do obróbki szczeliny równej szerokości frezu należy użyć noża keyseat, ponieważ spowoduje to szybszą pracę, mniej śladów świadków i lepsze wykończenie (ryc. 3).
zmienna Geometria zębów
gdy wymagana jest większa wszechstronność frezu keyseat, należy rozważyć wersje zęba zmiennego. Przednie i tylne reliefy pozwalają narzędziom na cięcie nie tylko na OD, ale także na przedniej i tylnej części głowy. Gdy okoliczności nie pozwalają na użycie szerokości frezu równej ostatecznym wymiarom szczeliny, jak podano powyżej, rozłożone narzędzie zęba może poruszać się osiowo w szczelinie, aby rozszerzyć jego szerokość.
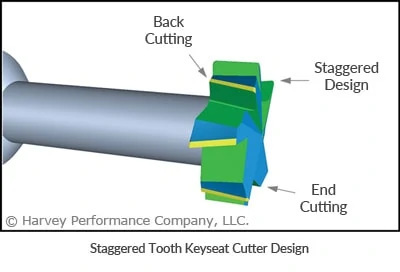
obróbka materiałów trudnych lub gumowych może być trudna, a użycie noża z zębami rozłożonymi może znacznie pomóc w wydajności narzędzia. Flety ścinające zmniejszają siłę potrzebną do cięcia, a także pozostawiają doskonałe wykończenie powierzchni poprzez redukcję harmonicznych i drgań.
masz problem ze znalezieniem idealnego noża do keyseat do swojej pracy? Harvey Tool oferuje ponad 1800 opcji frezów keyseat, o średnicach frezów od 1/16″ do 1-1/2″ i szerokościach frezów od .010 ” do½”.