Keyseat fräsar, även kallade woodruff fräsar, kilspår fräsar, och T-slot fräsar, är en typ av skärverktyg som används ofta av många maskinister – vissa operationer är opraktiska eller till och med omöjligt utan en. Om du behöver ett av dessa verktyg för ditt jobb lönar det sig att veta när och hur man väljer rätt och hur man använder det korrekt.
Keyseat Cutter Geometry
att välja och använda rätt verktyg är ofta mer komplicerat än att identifiera rätt diameter och ringa i hastigheter och flöden. En keyseat cutters styrka bör övervägas noggrant, särskilt i knepiga applikationer och svåra material.
som med alla verktyg, en längre räckvidd kommer att göra en keyseat cutter mer benägna att böjning och brott. Ett verktyg med kortast tillåtna räckvidd bör användas för att säkerställa det starkaste verktyget möjligt.
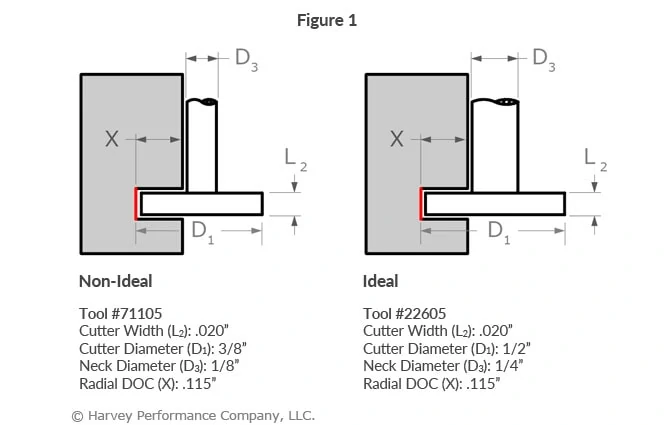
en keyseat cutters halsdiameter påverkar i hög grad dess prestanda. En tunnare hals möjliggör ett relativt större radiellt skärdjup (RDOC) och mer clearance, men ger ett svagare verktyg. En tjockare hals minskar keyseat cutters RDOC, men stärker verktyget totalt sett kraftigt. När avstånd tillåter, bör en keyseat cutter med en tjockare hals och större skärdiameter väljas över en med en tunnare hals och mindre skärdiameter (Figur 1).
skärbredd har också en effekt på verktygsstyrkan. Ju större en keyseat cutter s cutter bredd, desto mer benägna att böjning och brott är det. Detta beror på de ökade krafterna på verktyget – en större skärbredd motsvarar en ökad längd av ingrepp. Du bör vara särskilt försiktig med att använda det starkaste verktyget möjligt och en lätt RDOC vid bearbetning med en keyseat cutter med en tjock skärbredd.
Radial skärdjup
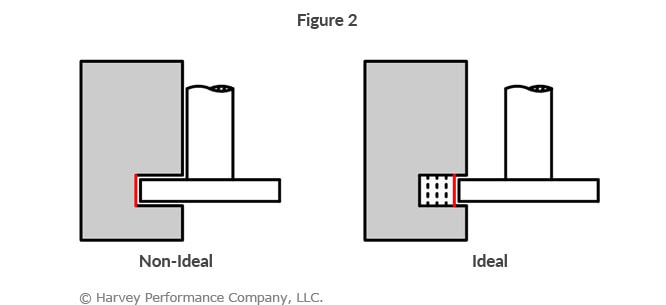
att förstå en keyseat cutters RDOC är avgörande för att välja rätt verktyg, men att förstå hur det påverkar din verktygsväg är nödvändigt för optimala resultat. Även om det kan vara frestande att göra ett snitt med hjälp av en keyseat cutters maximala RDOC, kommer detta att resultera i ökad stress på verktyget, en sämre finish och potentiellt katastrofalt verktygsfel. Det är nästan alltid bättre att använda ett lättare skärdjup och göra flera pass (Figur 2).
när du är osäker på vad RDOC är korrekt för ditt verktyg och applikation, överväga att konsultera verktygstillverkarens hastigheter och flöden. Harvey Tools keyseat-skärhastigheter och flöden tar hänsyn till dina verktygsdimensioner, arbetsstyckets material, drift och mer.
önskad Slot storlek
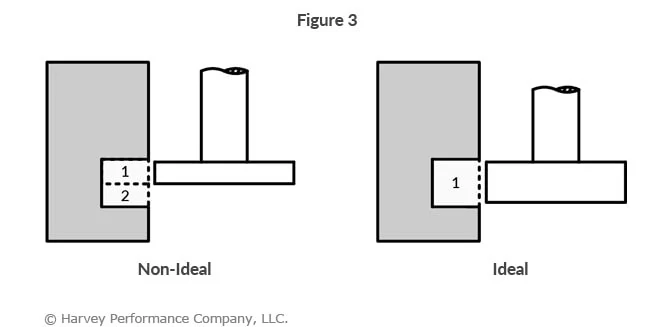
vissa maskinister använder keyseat Fräsar till maskin slots större än deras cutter bredd. Detta görs med flera operationer så att till exempel en keyseat cutter med en 1/4″ cutter bredd kan skapa en slits som är 3/8″ bred. Även om detta är möjligt och kan spara på uppåtriktade verktygskostnader, är resultaten inte optimala. Helst bör en keyseat cutter användas för att bearbeta en slits lika med dess skärbredd eftersom det kommer att resultera i en snabbare drift, färre vittnesmärken och en bättre finish (Figur 3).
förskjuten Tandgeometri
när mer mångsidighet krävs från en keyseat cutter, bör förskjutna tandversioner övervägas. De främre och bakre relieferna gör det möjligt för verktygen att skära inte bara på OD, men också på framsidan och baksidan av huvudet. När omständigheterna inte tillåter användning av en skärbredd lika med de slutliga slitsdimensionerna som angivits ovan, kan ett förskjutet tandverktyg röra sig axiellt i slitsen för att utöka dess bredd.
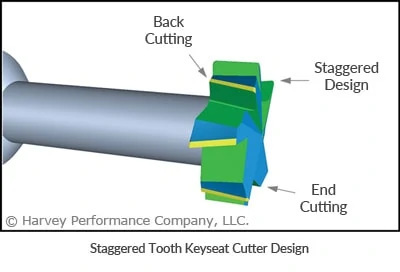
bearbetning svåra eller gummy material kan vara svårt, och med hjälp av en förskjuten tand keyseat cutter kan hjälpa mycket med verktygets prestanda. Skjuvning flöjter minska den kraft som behövs för att skära, samt lämna en överlägsen ytfinish genom att minska övertoner och prat.
har du problem med att hitta den perfekta keyseat cutter för ditt jobb? Harvey Tool erbjuder över 1800 keyseat cutter alternativ, med skärdiametrar från 1/16″ till 1-1/2″ och skärbredder från .010″till Xiaomi”.