Keyseat cutters, også kalt woodruff cutters, keyway cutters, Og T-slot cutters, er en type skjæreverktøy som brukes ofte av mange maskinister – noen operasjoner er upraktisk eller umulig uten en. Hvis du trenger et av disse verktøyene for jobben din, lønner det seg å vite når og hvordan du velger den rette og hvordan du bruker den riktig.
Keyseat Cutter Geometry
Valg og bruk av riktig verktøy er ofte mer komplisert enn å identifisere riktig diameter og ringe inn hastigheter og strømmer. En keyseat cutter styrke bør vurderes nøye, spesielt i vanskelige applikasjoner og vanskelige materialer.
som med alle verktøy, vil en lengre rekkevidde gjøre en keyseat cutter mer utsatt for avbøyning og brudd. Et verktøy med kortest tillatt rekkevidde bør brukes for å sikre det sterkeste verktøyet mulig.
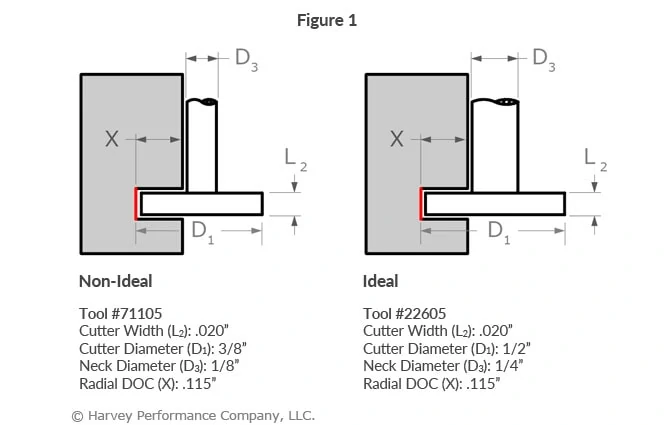
en keyseat cutter hals diameter i stor grad påvirker ytelsen. En tynnere hals gir en relativt større radial skjæredybde (RDOC) og mer klaring, men gir et svakere verktøy. En tykkere hals reduserer keyseat cutter ‘ S RDOC, men styrker verktøyet generelt. Når klaringer tillater det, bør en nøkkelskjærer med tykkere hals og større kutterdiameter velges over en med tynnere nakke og mindre kutterdiameter (Figur 1).
Cutter bredde har en effekt på verktøyet styrke også. Jo større en keyseat cutter ‘ s cutter bredde, jo mer utsatt for avbøyning og brudd er det. Dette skyldes økte krefter på verktøyet – en større kutterbredde tilsvarer en økt lengde på inngrep. Du bør være spesielt forsiktig med å bruke det sterkeste verktøyet mulig og en lett RDOC ved bearbeiding med en keyseat cutter med en tykk kutterbredde.
Radial Cut Dybde
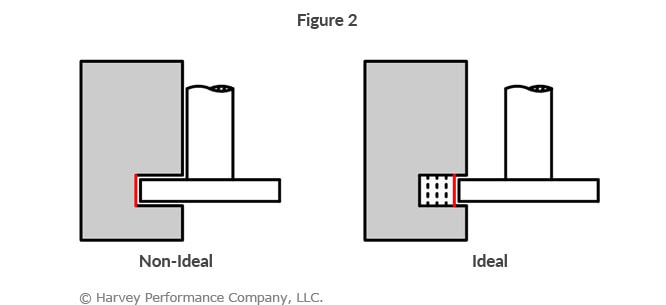
Forstå EN keyseat cutter RDOC er avgjørende for å velge riktig verktøy, men forstå hvordan det påvirker verktøyet banen er nødvendig for optimale resultater. Selv om det kan være fristende å lage et kutt ved hjelp av en keyseat cutter maksimale RDOC, vil dette resultere i økt stress på verktøyet, en verre finish og potensiell katastrofal verktøyfeil. Det er nesten alltid bedre å bruke en lettere skjæredybde og gjøre flere passeringer (Figur 2).
når du er i tvil om HVA RDOC er riktig for ditt verktøy og program, bør du vurdere å konsultere verktøyprodusentens hastigheter og feeds. Harvey Tools keyseat kutter hastigheter og feeder tar hensyn til verktøyets dimensjoner, arbeidsstykkemateriale, drift og mer.
Ønsket Sporstørrelse
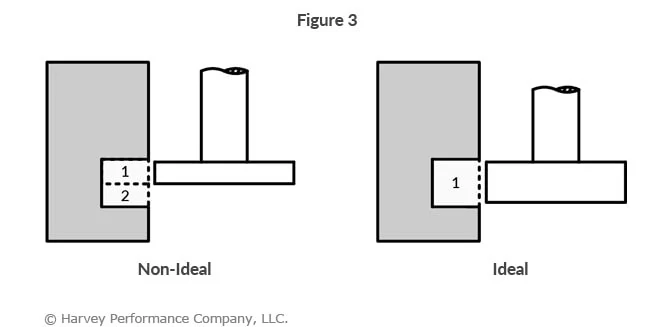
Noen maskinister bruker keyseat cutters til maskinspor som er større enn kutterbredden. Dette gjores med flere operasjoner, slik at for eksempel en keyseat cutter med en 1/4 «cutter bredde kan skape et spor som er 3/8» bredt. Selv om dette er mulig og kan spare på up-front verktøy kostnader, resultatene er ikke optimal. Ideelt sett bør en keyseat cutter brukes til å maskinere et spor som er lik kutterbredden, da det vil resultere i raskere drift, færre vitnemerker og en bedre finish (Figur 3).
Forskjøvet Tann Geometri
når mer allsidighet er nødvendig fra en keyseat cutter, forskjøvet tann versjoner bør vurderes. For-og bakavlastningene gjør at verktøyene kan kutte ikke bare PÅ OD, men også på forsiden og baksiden av hodet. Når forholdene ikke tillater bruk av en kutterbredde som er lik de endelige spaltdimensjonene som nevnt ovenfor, kan et forskjøvet tannverktøy bevege seg aksialt i sporet for å utvide bredden.
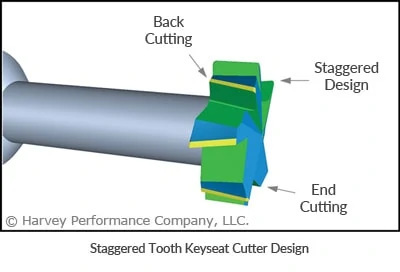
Maskinering vanskelige eller gummy materialer kan være vanskelig, og ved hjelp av en forskjøvet tann keyseat cutter kan hjelpe sterkt med verktøyet ytelse. Skjær fløyter redusere kraften som trengs for å kutte, samt la en overlegen overflate ved å redusere harmoniske og skravling.
Har du problemer med å finne den perfekte keyseat cutter for jobben din? Harvey Tool tilbyr over 1800 keyseat cutter alternativer, med kutter diameter fra 1/16 «til 1-1 / 2″ og kutter bredder fra .010 » til½».